Introduction
Injection molding is a widely used manufacturing process for producing parts in large volumes with high precision and repeatability. Understanding and addressing common injection moulding defects is crucial for ensuring the quality and functionality of the final products. This comprehensive guide delves into the various defects encountered in injection molding, their root causes, and practical solutions.
Brief Overview of Injection Molding Process
Injection molding involves injecting molten material into a mold cavity, which cools and solidifies to form the desired shape. The process typically consists of several stages: clamping, injection, cooling, and ejection. It is a versatile method capable of producing intricate geometries with excellent surface finish.
Importance of Understanding and Preventing Defects
Defects in injection molding can lead to product failures, increased scrap rates, and additional rework costs. By proactively addressing potential issues, manufacturers can improve product quality, reduce waste, and enhance efficiency. Moreover, mitigating defects enhances customer satisfaction and strengthens brand reputation.
1. Common Causes of Defects
a. Mold Design
The design of the mold plays a critical role in determining the quality of the molded parts. Poor mold design can result in various defects, including short shots, flashes, warpages, sink marks, and surface imperfections.
b. Material
Material selection is another crucial factor influencing the quality of injection-molded parts. Incompatible materials, impurities, or variations in material properties can contribute to defects such as warpages, sink marks, and surface blemishes.
c. Process Parameters
Controlling process parameters such as temperature, pressure, injection speed, and cooling time is essential for achieving optimal results in injection molding. Deviations from the recommended settings can lead to defects such as short shots, flashes, warpages, and weld lines.
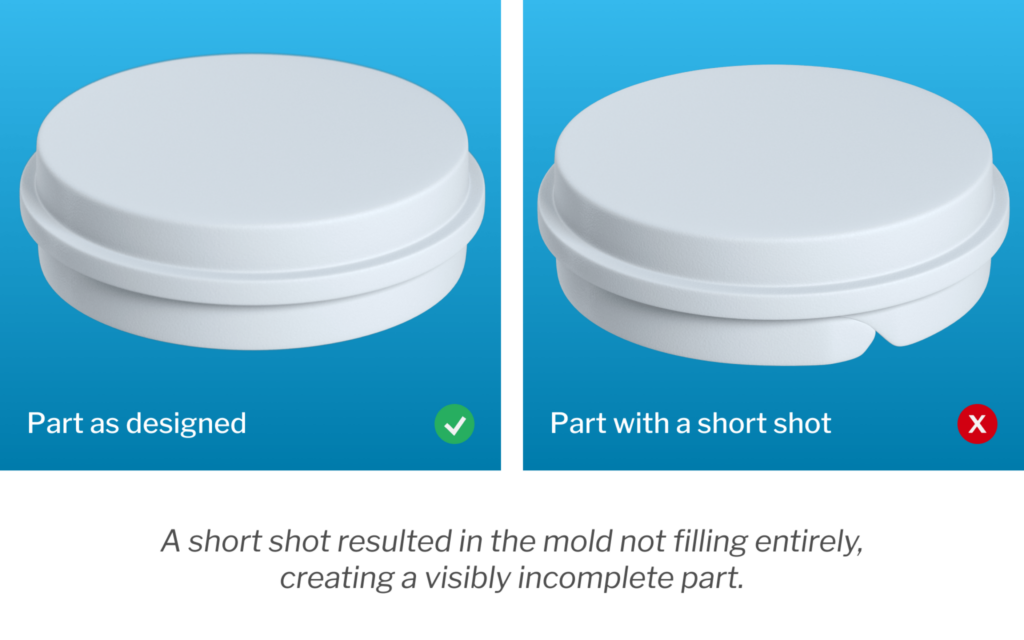
2. Short Shots
a. Description
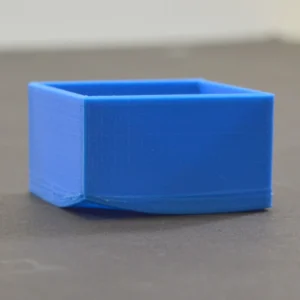
Short shots occur when the mold cavity is not filled during injection, resulting in incomplete parts with missing sections or features.
b. Causes
Insufficient pressure, high material viscosity, and flow restrictions within the mold can prevent the material from reaching all cavity areas, leading to short shots.
c. Solutions
Increasing injection pressure or speed, adjusting temperature settings, and incorporating vents or overflow wells can help address short-shot defects and ensure complete cavity filling.
3. Flash
a. Description
Flash refers to excess material that escapes from the mold cavity and forms thin fins or protrusions along the parting line.
b. Causes
Inadequate clamping force, elevated temperatures, and poor mold design can create gaps or leaks in the mold, allowing molten material to escape and cause flash defects.
c. Solutions
Boosting clamping force, optimizing temperature control, and refining mold design features such as parting surfaces and gate locations can help prevent flash formation and improve part quality.

4. Warpage
a. Description
Warpage occurs when a molded part undergoes undesired deformation or distortion, resulting in dimensional inaccuracies or geometric irregularities.
b. Causes
Uneven cooling rates, material shrinkage variations, and disparities in wall thickness can induce internal stresses and cause warpage in injection-molded parts.
c. Solutions
Adjusting cooling parameters, selecting materials with balanced properties, and ensuring uniform wall thickness throughout the part can mitigate warpage defects and enhance dimensional stability.
5. Sink Marks
a. Description
Sink marks manifest as depressions or dimples on the surface of a molded part, typically occurring in areas with thick cross-sections or rapid cooling rates.
b. Causes
Localized shrinkage of the material, particularly in regions with higher mass or cooling rates, can result in sink marks during solidification.
c. Solutions
Maintaining uniform wall thickness, optimizing cooling strategies, and selecting materials with minimal shrinkage properties can help minimize sink marks and improve surface finish.

6. Weld/Knit Lines
a. Description
Weld or knit lines are discontinuities in a molded part where two or more flow fronts merge during injection, creating weak points or cosmetic flaws.
b. Causes
Poor flow dynamics, material viscosity variations, and obstructions in the mold cavity can lead to the formation of weld lines in injection-molded parts.
c. Solutions
Optimizing gating and runner designs, employing flow leaders or baffles, and fine-tuning process parameters can mitigate weld line defects and enhance part integrity.

7. Surface Defects
Surface imperfections such as flow lines, splay, jetting, burn marks, and contamination can detract from the aesthetics and functionality of injection-molded parts.
a. Causes
Surface defects can form in molded products due to material degradation, contamination, high shear forces, and improper processing conditions.
b. Solutions
Adjusting processing parameters, implementing purging procedures, and optimizing material handling practices can help minimize surface defects and improve part quality.
Conclusion
In conclusion, understanding the causes of ordinary injection molding defects and implementing practical solutions is essential for achieving high-quality, defect-free parts. By prioritizing design for manufacturing (DFM) principles and partnering with experienced injection molders, manufacturers can ensure the success of their injection molding projects and deliver superior products to their customers.